
Choosing the wrong heat sink process wastes money and time. This decision can bottleneck your project, leaving you with high costs or poor thermal performance. Let’s clarify the choice.
For small quantities (under 1000 units) or complex, dense fin designs, skiving is ideal as it has no mold fees. For high-volume production (over 1000 units) with simpler designs, extrusion is more cost-effective despite the initial tooling investment. Your volume and design dictate the best method.

I've worked in this industry for over a decade, and I've seen many skilled product developers like you get stuck on this exact question. The decision isn't just about the final cost per unit. It's about upfront investment, design freedom, and how fast you can get your parts. Both skiving and extrusion are excellent manufacturing methods, but they are built to solve very different problems. To make a confident choice that helps your project succeed, you need to understand how each process works from an engineer's perspective. Let's break them down so you can see which one fits your needs.
What is the Process of an Extrusion Heat Sink?
Need a large volume of heat sinks without breaking the bank? The tooling cost and design restrictions of extrusion can feel daunting. Let’s see when it makes clear financial sense.
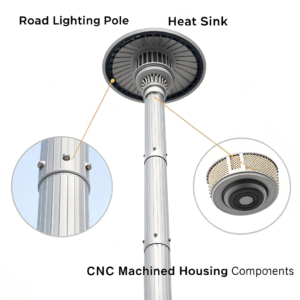
Extrusion involves pushing a heated aluminum billet through a custom steel die to create a long, continuous profile with the desired fin shape. This profile is then cut to the required lengths. It’s a fast, efficient process ideal for mass-producing simpler, constant cross-section heat sinks.

From my experience, the extrusion process1 is a workhorse when you need volume. Think of it like squeezing toothpaste from a tube, but with heated aluminum. The real investment here is the die. We have to machine a die from hardened steel that has the negative shape of your heat sink's profile. This die is what determines your mold fee. Once the die is made, we heat a solid aluminum billet2 and use a powerful hydraulic press to force it through the die. What comes out is a long piece of your heat sink profile, which we then cool, stretch to ensure it's straight, and cut to the specific length you need. The fins are typically smooth and part of the single extruded piece. However, there are limitations. For example, if you need a fin spacing of 5.3mm, extrusion is often not possible because the die material between the fins becomes too thin and weak to withstand the pressure.
Key Characteristics of Extrusion
| Feature | Description |
|---|---|
| Tooling | Requires a custom die (mold), which has an upfront cost. |
| Material | Primarily aluminum alloys like 6063 and 6061. |
| Fin Geometry | Fins are straight and have a constant cross-section. The aspect ratio (fin height to gap width) is limited. |
| Best For | High-volume production runs (typically 1000+ pieces) where unit cost is the primary driver. |
| Limitations | Not suitable for very thin, tall, or densely packed fins. |
What is the Process of Skiving Fins?
Need high-performance heat sinks with very dense fins for a prototype or small batch? Extrusion limits your design, and you are worried about high costs. Skiving provides a flexible, no-mold-fee solution.
Skiving uses a special cutting tool to precisely "shave" or "peel" thin fins from a solid block of metal, like aluminum or copper. This creates a one-piece heat sink with a seamless bond between the fins and the base, ensuring excellent thermal conductivity.

At Sunjoy, we turn to skiving1 when a client needs maximum thermal performance2 or has a low-volume requirement. The beauty of this process is its simplicity and flexibility—there is no mold fee. We start with a solid block of copper or aluminum. A special, extremely sharp cutting tool passes across the block, shaving off a thin layer of material and bending it upwards to form a fin. This is repeated over and over to create an array of fins. Because each fin is peeled from the base block, there is no thermal resistance between the fin and the base, which is a huge advantage for heat transfer3. This process allows us to create much thinner and more densely packed fins than extrusion. You can also get creative; we can produce fins with a slight wave or wrinkle, which increases the surface area for even better cooling. This is the perfect choice for small runs of 100 or 500 pieces, or for designs that are simply too aggressive for an extrusion die to handle.
Key Characteristics of Skiving
| Feature | Description |
|---|---|
| Tooling | No custom die or mold is needed. This means zero tooling costs. |
| Material | Works excellently with both aluminum and copper. |
| Fin Geometry | Allows for very thin, tall, and densely packed fins. Can create complex fin surfaces (like waves). |
| Best For | Prototypes, low-to-mid volume runs (100-500 pieces), and high-performance applications. |
| Limitations | The per-piece cost is higher than extrusion at large volumes due to slower machine time. |
How Do You Choose How to Manufacture a Heat Sink?
Now you understand the "how" for each process, but choosing the "which" is the real challenge. Making the wrong choice can still impact your budget and timeline. Let's compare them side-by-side.
Choose skiving for low-to-mid volume (under 1000 units), prototypes, or when you need high-density, thin fins for maximum thermal performance. Choose extrusion for high-volume production (over 1000 units) where a simple profile is cost-effective and meets thermal requirements.

I remember working with a product developer named Jacky from Canada. He had a great design for a consumer electronic device but was unsure about the heat sink. His initial order was for 500 units, but his design required very dense fins for silent, passive cooling1 in a tight space. An extrusion2 company had told him it wasn't possible. He came to us, and we immediately identified skiving3 as the solution. It met his thermal needs perfectly, and because there was no mold fee, it was affordable for his initial batch. A year later, his product was a success, and he came back needing 5,000 units. At that point, we worked with him to slightly modify the design to make it suitable for extrusion2, which drastically lowered his per-unit cost for the larger volume. This is a perfect example of picking the right process for the right stage of a project. To make it easier for you, here is a direct comparison.
Direct Comparison: Skiving vs. Extrusion
| Factor | Skiving | Extrusion |
|---|---|---|
| Tooling Cost | None. No mold fee. | Moderate to High. Requires a custom die. |
| Ideal Volume | Low-to-Mid (<1000 pieces). Excellent for prototypes and small runs. | High (>1000 pieces). Best for mass production. |
| Fin Density | Very High. Can create extremely thin and closely spaced fins. | Limited. Restricted by the strength of the steel die. |
| Thermal Performance | Excellent. One-piece construction ensures optimal heat transfer. | Good. Effective, but the jointless nature of skiving is superior. |
| Design Flexibility | High. Allows for thin, tall, and wavy fins. | Low. Limited to a constant profile and simpler geometries. |
| Lead Time (for first order) | Faster. No need to wait for a die to be manufactured. | Slower. Die creation adds several weeks to the initial timeline. |
Conclusion
Choosing between skiving and extrusion boils down to your project's volume, budget, and design complexity. By weighing these factors, you can select the most efficient and cost-effective process.
-
Learn about passive cooling techniques and their benefits for consumer electronics, which can help in designing efficient products. ↩ ↩ ↩
-
Discover the extrusion process and its advantages for producing cost-effective and high-quality components in large volumes. ↩ ↩ ↩ ↩
-
Explore this link to understand how skiving can enhance thermal management in electronic devices, just like it did for Jacky's project. ↩ ↩